 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Wie ein Farbseparator die Sortiereffizienz in modernen Industrien verbessert
2024-09-18
In Branchen wie Recycling, Landwirtschaft und Lebensmittelverarbeitung kann die Trennung von Materialien nach Farben ein entscheidender Schritt zur Gewährleistung der Produktqualität und -effizienz sein. Hier kommt der Farbseparator ins Spiel, ein bahnbrechendes Gerät zur Automatisierung und Verbesserung von Sortierprozessen. Aber wie genau funktioniert aFarbtrennerArbeit und warum ist sie in der modernen Fertigung und Produktion so wichtig?
Was ist ein Farbseparator?
Ein Farbseparator ist eine automatisierte Maschine, die fortschrittliche Technologien wie optische Sensoren und Kameras nutzt, um Gegenstände anhand ihrer Farbe zu erkennen und zu sortieren. Diese Maschinen werden hauptsächlich in Branchen eingesetzt, in denen eine farbliche Unterscheidung von Materialien erforderlich ist, wie zum Beispiel:
- Recyclinganlagen zur Trennung von Kunststoff und Glas.
- Landwirtschaft zum Sortieren von Getreide, Samen und Früchten.
- Lebensmittelverarbeitung zur Entfernung fehlerhafter oder verfärbter Produkte.
- Textilien zum Sortieren von Stoffen.
Durch die Identifizierung und Klassifizierung von Artikeln anhand der Farbe optimieren diese Maschinen den Sortierprozess, senken die Arbeitskosten und verbessern die Genauigkeit und Qualität des Endprodukts.
Wie funktioniert ein Farbseparator?
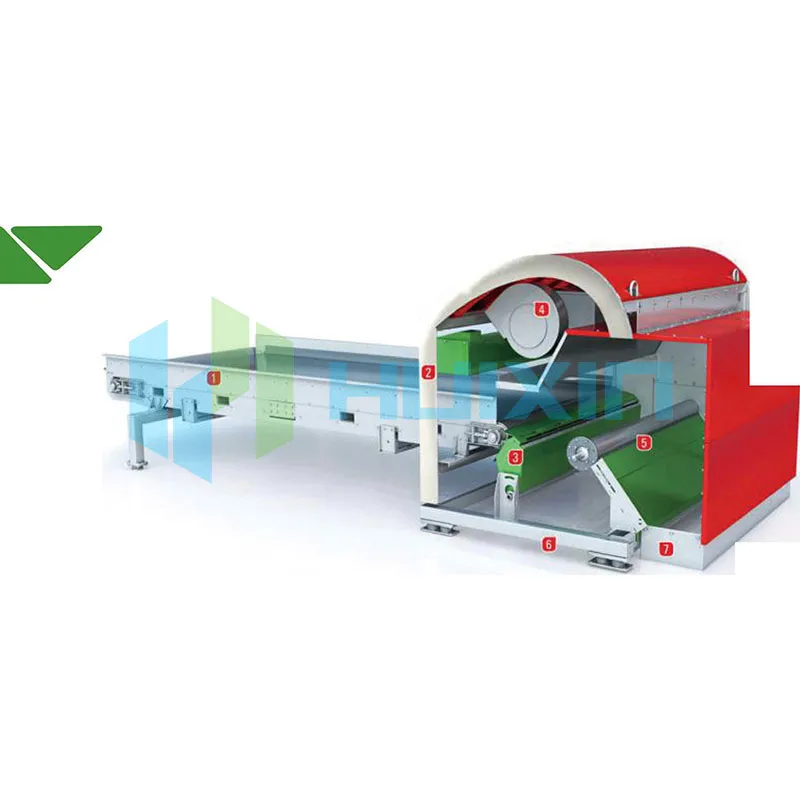
Das Funktionsprinzip eines Farbseparators basiert auf der optischen Erkennung. Hier finden Sie eine schrittweise Aufschlüsselung der Funktionsweise:
1. Laden des Materials: Das zu sortierende Material wird der Maschine zugeführt, normalerweise über ein Förderband oder eine Vibrationsrinne.
2. Farberkennung: Während das Material den Separator passiert, wird es von hochauflösenden Kameras oder Sensoren gescannt. Diese Sensoren sind in der Lage, auch bei großen Materialmengen leichte Farbunterschiede zu erkennen.
3. Sortiermechanismus: Die Software der Maschine verarbeitet die visuellen Daten und ermittelt schnell, welche Artikel dem gewünschten Farbprofil entsprechen. Auf dieser Grundlage aktiviert es Luftdüsen, mechanische Arme oder Tore, die die Gegenstände in verschiedene Behälter oder Ströme leiten.
4. Ausgabe: Die sortierten Materialien werden gesammelt und stehen zur weiteren Verarbeitung oder Verteilung bereit.
Warum ist ein Farbseparator in verschiedenen Branchen wichtig?
1. Erhöhte Sortiereffizienz:
Die traditionelle manuelle Sortierung ist zeitaufwändig und anfällig für menschliches Versagen, insbesondere bei Großbetrieben. Ein Farbseparator kann Tausende von Artikeln pro Minute verarbeiten und sorgt so für eine schnelle und präzise Trennung. Dies erhöht die Produktivität in Branchen wie Recycling und Lebensmittelverarbeitung, in denen täglich große Materialmengen gehandhabt werden müssen, erheblich.
2. Verbesserte Produktqualität:
In Sektoren wie der Landwirtschaft und der Lebensmittelproduktion ist die Sicherstellung der Produktqualität von entscheidender Bedeutung. Ein Farbseparator hilft dabei, fehlerhafte, verfärbte oder kontaminierte Artikel aus der Endcharge zu entfernen. Beispielsweise kann die Maschine bei der Getreideverarbeitung verdorbene Körner entfernen und so sicherstellen, dass nur hochwertige Produkte auf den Markt gelangen.
3. Kosteneinsparungen:
Durch die Automatisierung des Farbsortierungsprozesses wird der Bedarf an manueller Arbeit reduziert, was zu erheblichen Kosteneinsparungen führt. Auch wenn die Anfangsinvestition in einen Farbseparator hoch sein kann, überwiegen die langfristigen Einsparungen bei den Betriebskosten, der Zeit und der verbesserten Genauigkeit die anfänglichen Ausgaben.
4. Nachhaltigkeit:
Farbseparatoren spielen in der Recyclingindustrie eine entscheidende Rolle. Durch die präzise Sortierung von Materialien wie Kunststoff, Glas und Papier nach Farbe tragen diese Maschinen dazu bei, dass jedes Material ordnungsgemäß recycelt wird. Dies trägt zu einem nachhaltigeren Herstellungsprozess bei, reduziert Abfall und unterstützt die Kreislaufwirtschaft.
5. Anpassungsfähigkeit:
Farbseparatoren sind vielseitig und können in den unterschiedlichsten Branchen eingesetzt werden. Unabhängig davon, ob Sie Lebensmittel, landwirtschaftliche Materialien oder Wertstoffe sortieren müssen, lässt sich die Technologie problemlos an unterschiedliche Anforderungen anpassen. Moderne Farbseparatoren bieten außerdem anpassbare Einstellungen, die eine schnelle Anpassung an verschiedene Produkttypen oder Farbprofile ermöglichen.
Branchen, die von Farbseparatoren profitieren
1. Recycling: Farbseparatoren werden verwendet, um verschiedene Arten von Kunststoffen, Glas und Papier anhand der Farbe zu klassifizieren. Dadurch wird sichergestellt, dass jeder Materialtyp korrekt verarbeitet wird, wodurch die Recyclingeffizienz verbessert und die Kontamination im Recyclingstrom reduziert wird.
2. Landwirtschaft: Im Agrarsektor helfen diese Maschinen beim Sortieren von Feldfrüchten wie Getreide, Nüssen und Samen. Durch die Identifizierung und Entfernung verfärbter oder verdorbener Produkte können Landwirte sicherstellen, dass nur hochwertige Waren auf den Markt kommen, wodurch die Lebensmittelsicherheit und die Kundenzufriedenheit verbessert werden.
3. Lebensmittelverarbeitung: In der Lebensmittelindustrie werden häufig Farbseparatoren eingesetzt, um fehlerhafte oder Fremdkörper aus Produkten wie Obst, Gemüse und Bohnen zu entfernen. Dies gewährleistet die Einhaltung der Lebensmittelsicherheitsstandards und verringert die Wahrscheinlichkeit einer Kontamination.
4. Bergbau und Mineralien: Im Bergbau helfen Farbseparatoren dabei, anhand ihrer Farbe zwischen verschiedenen Mineralqualitäten zu unterscheiden und so die Reinheit der geförderten Materialien zu erhöhen.
5. Textilien und Papier: Die Textilindustrie verwendet Farbseparatoren, um Stoffe unterschiedlicher Farbe für die Weiterverarbeitung oder das Recycling zu unterscheiden. Ebenso nutzt die Papierindustrie diese Maschinen, um in Recyclinganwendungen farbiges Papier von weißem Papier zu trennen.
Wichtige Merkmale, auf die Sie bei einem Farbseparator achten sollten
Berücksichtigen Sie bei der Auswahl eines Farbseparators die folgenden Hauptmerkmale:
- Hochauflösende Kameras: Suchen Sie nach Maschinen, die mit hochauflösenden Kameras oder Sensoren ausgestattet sind, die selbst geringfügige Farbunterschiede erkennen können.
- Einstellbare Empfindlichkeit: Die Möglichkeit, die Empfindlichkeit der Maschine anzupassen, ist für die Verarbeitung unterschiedlicher Materialarten und Farbtöne von entscheidender Bedeutung.
- Schnelle Sortiergeschwindigkeit: Je schneller die Maschine, desto mehr Artikel kann sie pro Minute verarbeiten, was für Großbetriebe unerlässlich ist.
- Haltbarkeit und Wartung: Entscheiden Sie sich für ein Modell, das auf Langlebigkeit ausgelegt ist und für Reinigung und Wartung leicht zugänglich ist, um sicherzustellen, dass es langfristig effizient arbeitet.
- Benutzerfreundliche Schnittstelle: Ein einfaches Bedienfeld und eine einfache Software erleichtern den Bedienern die Anpassung von Einstellungen, die Überwachung der Leistung und die Fehlerbehebung.
Der Farbseparator ist ein leistungsstarkes Werkzeug, das die Effizienz, Genauigkeit und Nachhaltigkeit in verschiedenen Branchen steigert. Ganz gleich, ob Sie in den Bereichen Recycling, Landwirtschaft, Lebensmittelverarbeitung oder Textilien tätig sind, diese innovative Maschine automatisiert den Sortierprozess, indem sie Materialien anhand ihrer Farbe genau identifiziert. Da sich die Industrie weiterhin in Richtung Automatisierung und Effizienz bewegt, kann die Investition in einen Farbseparator erhebliche langfristige Vorteile in Bezug auf Kosteneinsparungen, verbesserte Produktqualität und Betriebsgeschwindigkeit bieten.
Fujian Huixin Umwelttechnologie Co., LTD. (früherer Name: Quanzhou City Licheng Huangshi Machinery Co., LTD.) ist ein professioneller Hersteller, der seit 1989 verschiedene Arten von Umweltmaschinen produziert und sich der Forschung und Innovation im Bereich High-Tech-Umwelttechnologie, der Produktproduktion, dem Verkauf und der Wartung verschrieben hat. Unsere Produkte sind Müllverbrennungsanlagen, Müllverbrennungsanlagen, mobile Pyrolyseöfen, Rauchbehandlungssysteme, Abfallverfestigungsverarbeitungssysteme und andere Umweltausrüstungen. Detaillierte Produktinformationen finden Sie auf unserer Website unter https://www.incineratorsupplier.com/. Sollten Sie Fragen haben, zögern Sie nicht, uns unter hxincinerator@foxmail.com zu kontaktieren.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy